International CW Council

RCWC » Оборудование » Телеграфный манипулятор Пеклер своими руками |
Телеграфный манипулятор Пеклер своими руками
Телеграфный манипулятор Пеклер своими руками
Покупка заводского манипулятора обходится в некую сумму и не всегда устраивает радиолюбителя.
Приходится конструировать самому или можно воспользоваться этим описанием: приводятся конструктивные чертежи и порядок сборки телеграфного манипулятора “Пеклер” для его самостоятельного изготовления.
Основой манипулятора (рис. 1, 2) является прямоугольная база, размером 80х80х12 мм, с закрепленной на ней четырьмя саморезами текстолитовой суббазой (рис. 3, 4) и с запрессованной резьбовой втулкой-опорой. Т-образное коромысло (рис. 5) изготовлено из твердого дюралюминия марки Д16Т и облегчено сквозными отверстиями, для уменьшения момента инерции при его возврате в исходное положение.
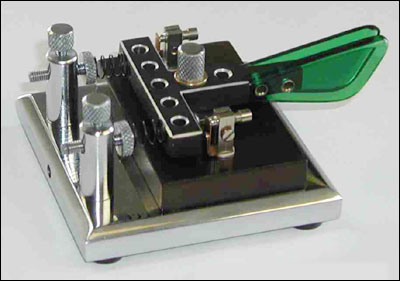 |
Рисунок 1. База - основа манипулятора
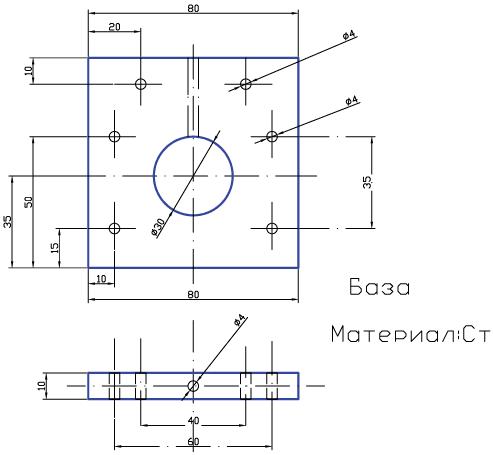 |
Рисунок 2. Чертеж базы
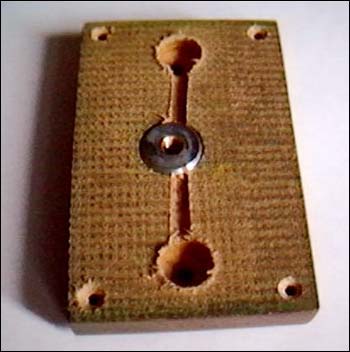 |
Рисунок 3. Внешний вид суббазы
 |
Рисунок 4. Чертеж суббазы
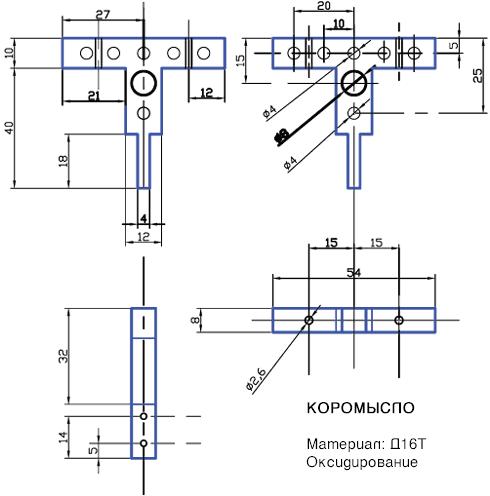 |
Рисунок 5. Чертеж коромысла
Коромысло закреплено на суббазе центральным винтом М4 через латунную втулку, выполняющую роль подшипника скольжения. Оканчивается коромысло двойным оперением из цветного акрилового, тщательно отполированного пластика, жестко зафиксированного парой сквозных, трубчатых заклепок.
Контактная пара (рис. 6) – от хорошо зарекомендовавших себя, поляризованных реле типа РП4, РП5, причем со стороны коромысла используется вариант накладных контактов, широко применяемый даже у известных конструкций.
Конструкция контактных стоек реле позволяют изменять величину рабочего зазора в небольших пределах с помощью регулировочных винтов (рис. 7). Жесткость возвратных пружин регулируется раздельно. После окончательной регулировки все регулируемые элементы конструкции жестко фиксируются стопорными винтами.
 |
Рисунок 6. Внешний вид контактной группы
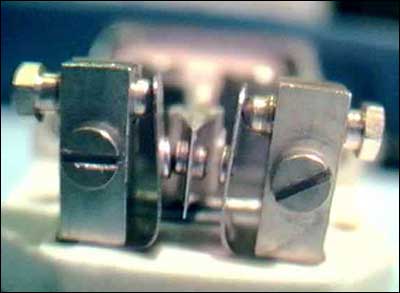 |
Рисунок 7. Внешний вид контактов
Изготовление деталей
База, суббаза и коромысло изготавливается методом фрезерования. При отсутствии фрезерного станка и наличия определенного опыта, эти детали можно изготовить и вручную, обратив особое внимание на разметку и сверловку базовых отверстий.
Остальные детали: основание, втулка, винты, фигурные гайки (рис. 8) изготавливаются из латуни на токарном станке любого доступного класса.
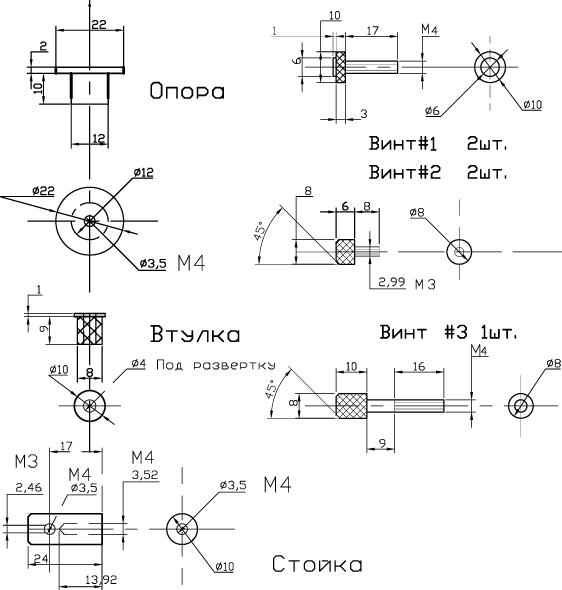 |
Рисунок 8. Чертеж деталировки токарных изделий
После изготовления все детали тщательно шлифуются и полируются. При наличии гальваники детали из стали и латуни покрываются защитно-декоративным слоем хрома, или в крайнем случае – никелем, толщиной не менее 30 микрон. Причем хромирование предпочтительнее, т.к. этот вид покрытия традиционен для телеграфного оборудования.
Коромысло можно обработать пескоструйным аппаратом, заряженным крупным песком.
Это придаст поверхности зернистую, серебристую структуру, хорошо гармонирующую с хромированными деталями и полированной текстолитовой суббазой. Если есть возможность, на коромысло можно нанести черную матовую оксидную пленку. После нанесения любого декоративного покрытия, по всему периметру коромысла, мелким напильником снять фаску под углом 45 градусов. И слегка раззенковать декоративные отверстия. Это подчеркнет строгую его геометрию.
Изготовление контактной группы
Основные контактные стойки, аккуратно демонтируются из реле и используются без каких-либо переделок. Накладные же контакты получаем следующим образом. После разборки реле, аккуратно снимаем якорь с наклепанными контактными лепестками. Сверлом диаметром 3 мм аккуратно раззенковываем трубчатые заклепки. Достаточно это сделать с одной стороны, после чего весь контактный пакет легко разбирается. Теперь остается рассверлить крепежное отверстие лепестка под диаметр 3 мм. Учитывая его малую толщину эту операцию желательно выполнить кобальтовым сверлом. Рассверливаются отверстия ближние к контактам.
Изготовление оперения (кнобов)
Для этого необходимо подобрать подходящий, понравившийся Вам материал толщиной 3-4 мм. Вполне подойдет органическое стекло, текстолит, полистирол и т.п. Главное, чтобы он не изгибался при манипуляции и не был чрезмерно хрупок. Две пластинки складываются вместе, скрепляются двумя винтами М3 по базовым отверстиям, вырезаются по желаемому контуру и предварительно обрабатываются пакетом. Затем пакет разбирается и каждый кноб доводится и полируется отдельно.
Все элементы манипулятора полируются и хромируются с толщиной покрытия не менее 30 микрон. Дюралевое коромысло оксидируется с черной матовой, последующей тонировкой. Крепежные элементы, установленные с нижней части - оцинкованы.
Устойчивость манипулятору придает его вес, порядка 0,7 кг и резиновые ножки, подклеенные к базе. С торца базы имеется отверстие для вывода соединительного шнура.
Сборка манипулятора
Сборку желательно начинать с подготовки коромысла. В центральное отверстие с помощью небольших тисков запрессовываем втулку. Т.к. нижний край втулки выходит за коромысло, с обратной стороны последнего необходимо подложить технологическую шайбу подходящего диаметра. После запрессовки устанавливаем оперение. Для этого понадобится 2 пустотелые заклепки. Их можно сделать из латунной трубки с внешним диаметром 3 мм, длинной на 0,5 мм меньше толщины склепываемого пакета. Перед клепкой отверстия в кнобах зенкуются. Клепка производится на конусных стержнях.
Далее, накладываем контактные планки и прикручиваем их винтами М3 не затягивая их окончательно.
Следующий объект сборки – суббаза. Зачищаем наждачной бумагой заусенцы от сверловки и фрезеровки на её обратной стороне. В тех же тисках запрессовываем втулку – основание. Устанавливаем контактные стойки подложив под них 1-2 шайбы, обратив внимание на их ориентацию и не забыв про контактные лепестки с припаянными проводниками (от тех же реле), установив их с обратной стороны. Придерживая утконосами гайку, вращением стойки вокруг оси окончательно монтируем её на место, еще раз проверяя ориентацию.
Подготовив к монтажу коромысло и суббазу, начинаем окончательную сборку манипулятора.
Пропустив контактные провода от стоек в выфрезерованные выемки суббазы закрепляем последнюю на базе, посредством 4-х, желательно оцинкованных шурупов. При этом не переусердствуйте и не сломайте их. Далее прикручиваем винтами М4 собранные пружинные стойки и посредством центрального винта закрепляем коромысло.
Особое внимание в изготовлении манипулятора стоит обратить на подгонку диаметров центрального винта и втулки, выполняющих роль подшипника скольжения. На этом этапе производится первоначальная регулировка манипулятора. Закрутив центральный винт до упора слегка отверните его в обратном направлении на четверть оборота. Убедитесь в плавности качания коромысла на оси и отсутствие заметного вертикального люфта. После чего, надев на центральный винт контактную планку и лепесток, заверните до упора контрагайку из “подвала” базы. Распаяйте контактные проводники и кабель на установленную планку (рис. 9). Установите пружины. Проверьте положение контактов относительно друг-друга и при необходимости отцентруйте их наклоном контактных лепестков на коромысле. После регулировки зазоров и амплитуд основательно их зафиксируйте (рис. 10).
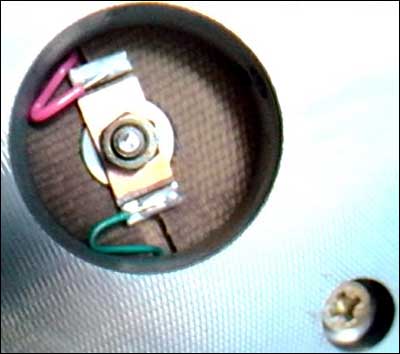 |
Рисунок 9. Распайка кабеля
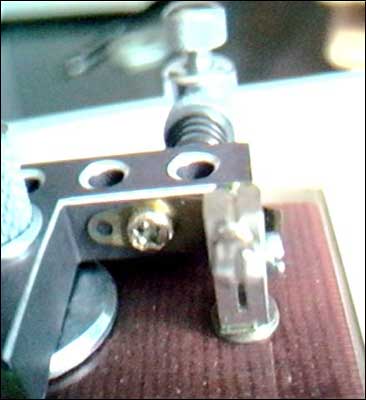 |
Рисунок 10. Фиксация контактов после сборки
Подойдя творчески к изготовлению манипулятора можно учесть полностью (или частично) недостатки Пеклера, в частности Мастер КИТ доработал его в манипулятор Стелс:
1. Из конструкции убрана текстолитовая суббаза, с полировкой которой возникали некоторые технологические проблемы.
2. Несколько увеличен “размах” коромысла, в конструкцию которого введен подшипник качения, размером 13x5x4 мм.
3. Увеличен диаметр центрального винта с 4-х до 5 мм.
4. Введена центровка возвратных пружин с обеих сторон.
5. Контактная группа от реле заменена оригинальными, посеребренными контактами, выполненными в виде миниатюрных винтов, что позволит легко их заменить по мере износа (в случае таковой надобности).
6. Иная конструкция регулировочных элементов позволяет производить все регулировки в широких пределах, и рассчитана на широкий круг пользователей.
7. Изменено положение пластикового оперения.
8. Резиновые ножки увеличены в размере и крепятся к базе винтами М3.
9. Диаметр выходного кабельного отверстия увеличен до 5 мм.
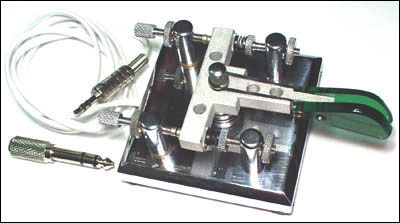 |
Рисунок 11. Внешний вид манипулятора “Стелс”
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.